您好,欢迎光临台州市黄岩昂特模具有限公司!
语言选择:  ∷
∷ 
∷ ∷ 




我国紧固件模具长期以来一直是品种规格少、生产规模小、流通不畅通,中低档产品多,中高档产品少。一些外资企业生产的高档紧···
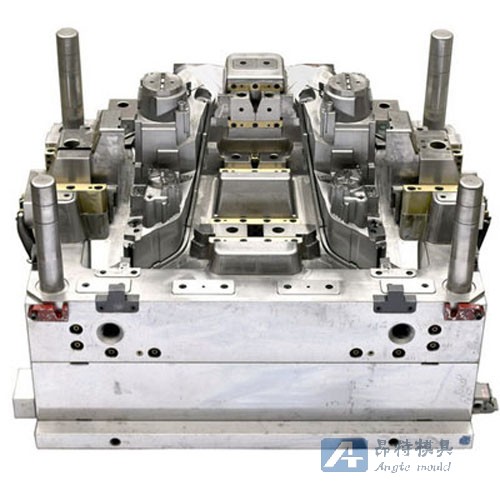
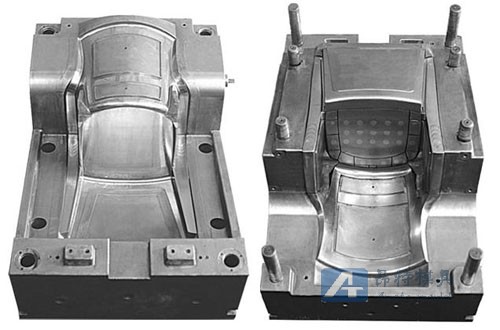
模具的表面处理技术 模具在工作中,除了要求基体具有足够高的强度和韧性的合理配合外,其表面性能对模具的工作性能和使用···
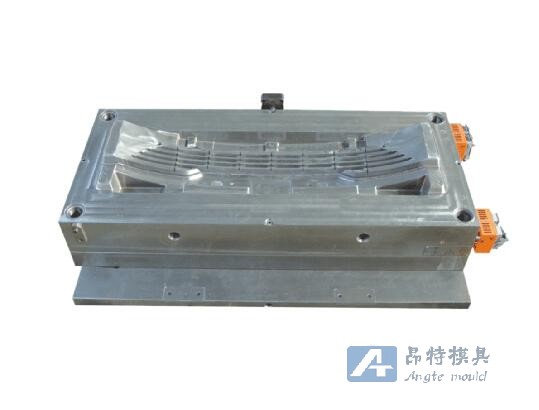
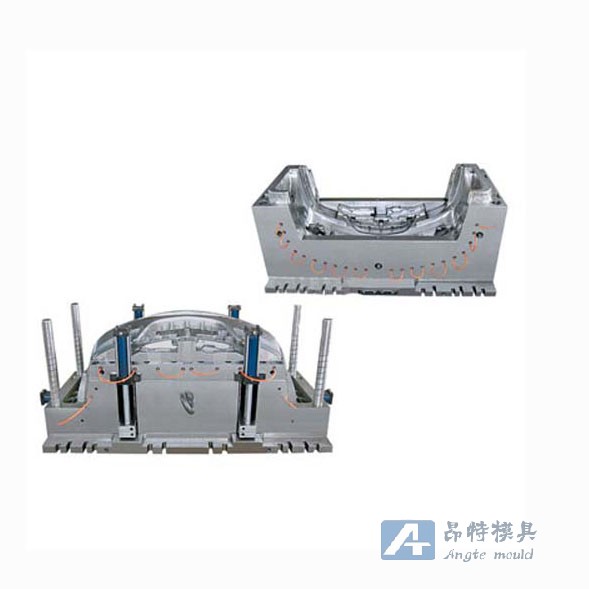
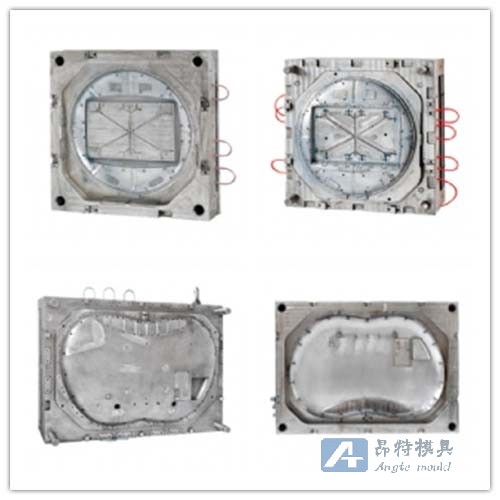
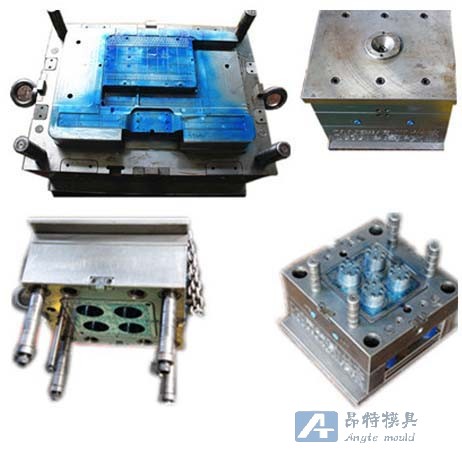
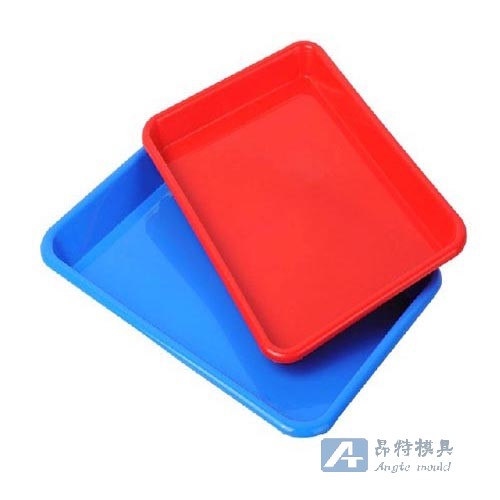
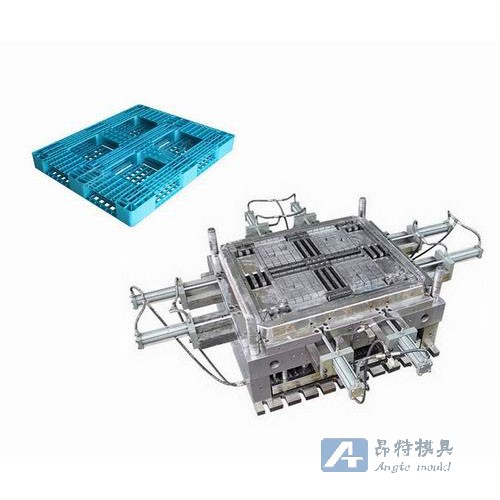
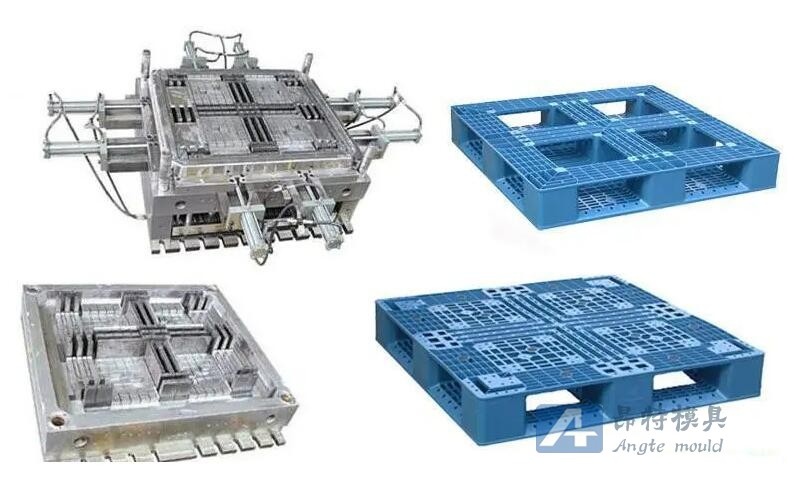
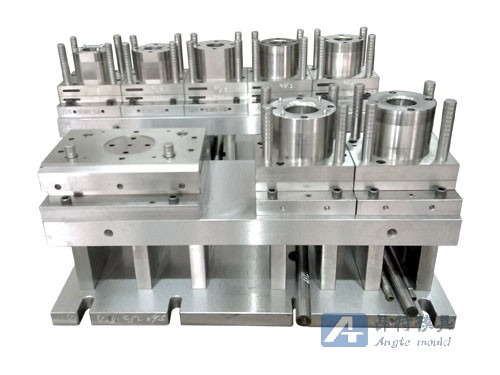
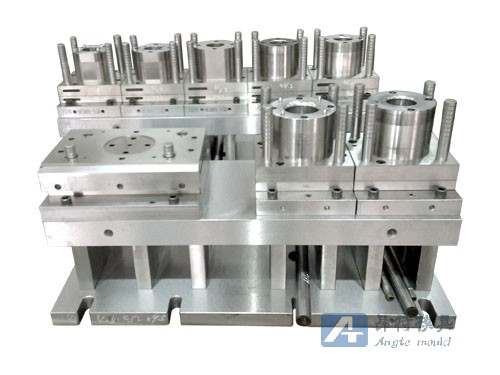
模具的简单说明 模具(mú jù),工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模···

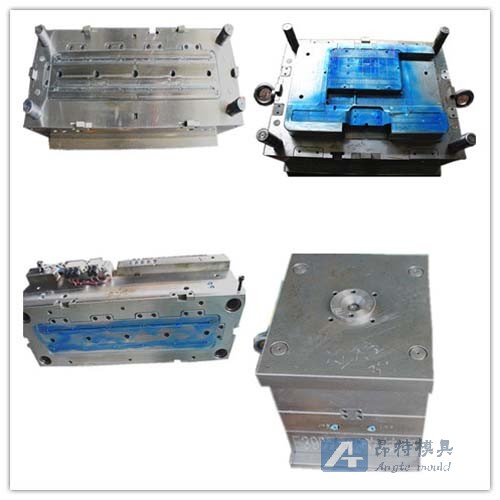
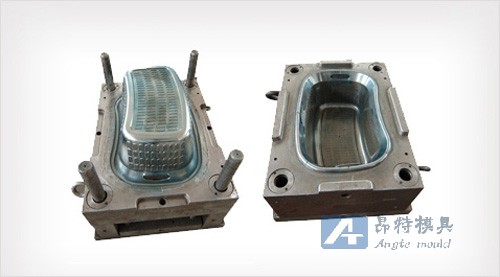
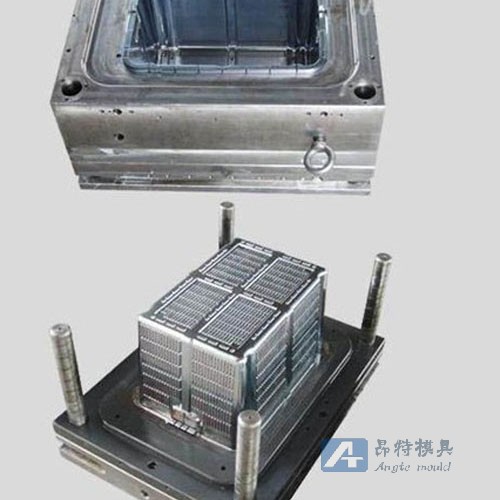
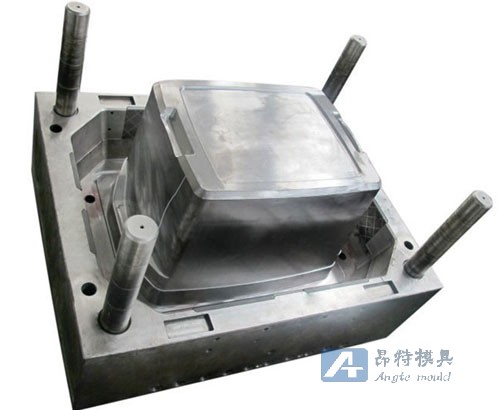
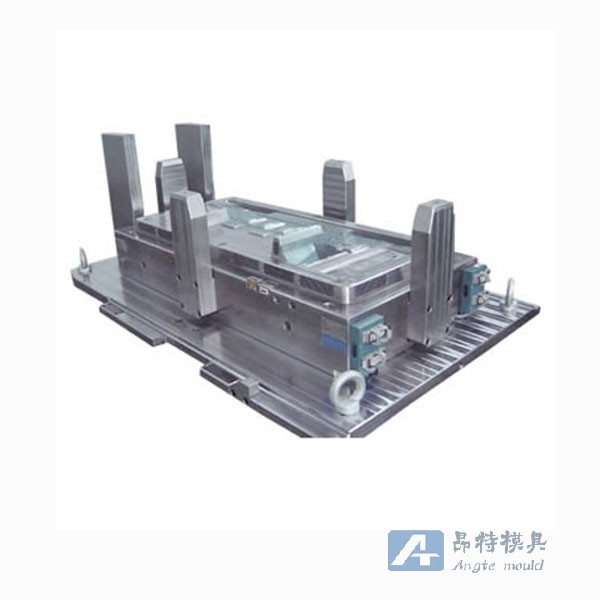
蓄电池是很常见的,关于蓄电池的介绍,我们后面讲,先来讲讲蓄电池外壳的材质,蓄电池外壳选材 性能要求:具有一定的韧性···
Copyright (©)2022 台州市黄岩昂特模具有限公司版权所有 由 台州SEO 提供技术支持! 地址:台州黄岩北城工业区灵岩路12号 浙ICP备1***107号 XML地图 台州网站建设